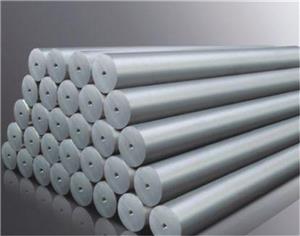
超级不锈钢、镍基合金是一种特种的不锈钢,首先在化学成分上与普通不锈钢不同,是指含高镍,高铬,高钼的一种高合金不锈钢。依据不锈钢资料的显微组织特性,超级不锈钢分为超级铁素体不锈钢、超级奥氏体不锈钢、超级马氏体不锈钢和超级双相不锈钢等几个类型。
超级不锈钢、镍基合金是一种特种的不锈钢,它和普通不锈钢的区别超级奥氏体不锈钢在普通奥氏体不锈钢的根底上,经过进步合金的纯度,进步有益元素的数量,降低C含量,避免析出Cr23C6形成晶间腐蚀,取得良好的力学性能、工艺性能和耐部分腐蚀性能,并替代了Ti稳定化不锈钢。
超级铁素体不锈钢继承了普通铁素体不锈钢强度高、抗氧化性好、抗应力腐蚀优秀等特性,同时改善了铁素体不锈钢的延性-脆性转变、对晶间腐蚀较敏感和焊态的低韧性等局限性。采用精炼技术,降低C和N含量,添加稳定化和焊缝金属韧化元素,可取得高Cr、Mo且超低C、N的超级铁素体不锈钢,使铁素体不锈钢在耐腐蚀、耐氯化物的点蚀和缝隙腐蚀等应用方面进入了一个新的阶段。
超级不锈钢、镍基合金是一种特种的不锈钢,它和普通不锈钢的区别超级双相不锈钢该类钢是20世纪80年代后期开展起来的,牌号主要有SAF2507、UR52N、Zeron100等,其特性是含C量低,含有高Mo和高N,钢中铁素体相含量占40%~45%,具有优秀的耐腐蚀性能。