很多客户通过我们的网站来电话咨询“高温电热合金”在中国的发展与现状
说到高温合金,我相信钢铁行业的前辈对你来说并不陌生。今天,我想简单介绍一下高温合金的发展过程和应用行业,看看哪些行业在使用高温合金,以及高温合金的发展前景;
高温合金材料介绍;
◆高温材料特性:高温合金是指一种以铁、镍、钴为基础的金属材料,在600 ℃以上的高温和一定应力作用下可以长时间工作。它具有优异的高温强度、良好的抗氧化性和抗热腐蚀性、良好的疲劳性能、断裂韧性等综合性能。它具有良好的结构稳定性,在各种温度下使用可靠。基于上述特点,高温合金因其合金化程度高而又被称为“高温合金”;
◆高温材料的分类:
根据基体元素,可分为铁基高温合金、镍基高温合金和钴基高温合金。
根据制备工艺,可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
强化方法包括固溶强化、沉淀强化、氧化物分散强化和纤维强化。
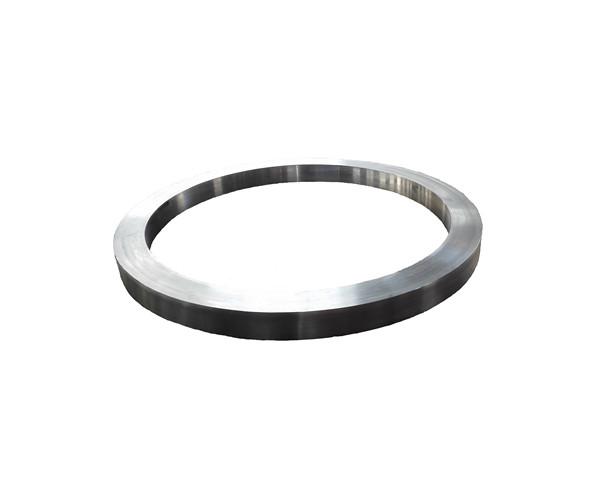
◆高温材料的应用:高温合金主要用于制造航空、舰船、工业燃气轮机的涡轮叶片、导流叶片、涡轮盘、高压压缩机盘、燃烧室等高温部件,以及航空航天飞行器、火箭发动机、核反应堆、石化设备、煤炭转化等能量转化装置。
一.发展进程:
◆自1956年第一次试验GH3030高温合金以来,我国高温合金的研究、生产和应用已经走过了60年。开发过程可以分为三个阶段:
第一阶段:从1956年到20世纪70年代初,是高温合金在中国的起步和初始阶段。这一阶段主要是模仿以前苏联为主体的合金系列,如:GH4033、GH4049、GH2036、GH3030、k401和K403。
第二阶段:从20世纪70年代中期到90年代中期,是我国高温合金的改进阶段。在主要阶段,欧美型号的发动机主要是试制,以提高高温合金的生产工艺和产品质量控制。
第三阶段:从20世纪90年代中期至今,是我国高温合金发展的新阶段。在此阶段,应用和开发了一批新工艺,开发和生产了一系列高性能、高品位的新型合金。
二.研发和生产:
主要研究机构:钢铁研究总院、北京航空材料研究所、中国科学院金属研究所、北京科技大学、东北大学、西北工业大学等。
主要生产企业有:AVIC工业、钢铁研究与开发公司;科技有限公司、石莲有色金属有限公司、抚顺特殊钢有限公司、高钢特殊钢有限公司、第二重型机械集团万航模锻厂(二级)等。在此基础上,中国有能力自主研发高温合金新材料和新工艺。
三.市场需求:
◆虽然高温金属合金材料在中国已经发展了近60年,但行业发展仍处于成长阶段。由于高温金属合金材料领域的高技术含量,该行业的企业有着深厚的护城河。中国对高温金属合金的年需求量超过2万吨,年产量约1万吨,市场容量超过80亿元,其中进口占很大比例。未来20年,中国各类军用飞机的采购需求约为2800架,民用飞机的采购量约为5400架,相应的高温合金需求将超过1500亿架,加上对500亿台燃气轮机的需求,仅高温合金就有2000亿的市场空间。
四.发展状况:
◆生产能力和需求之间有两个差距:
(1)生产能力不足。目前,我国高温合金生产企业数量有限,生产能力与需求之间存在较大差距。燃气轮机、核能等领域的高温合金主要依靠进口。
(2)高端产品难以满足应用要求。我们之间有很大的差距